How to change polarity on flux core welder
 Sarah Silva
Sarah Silva 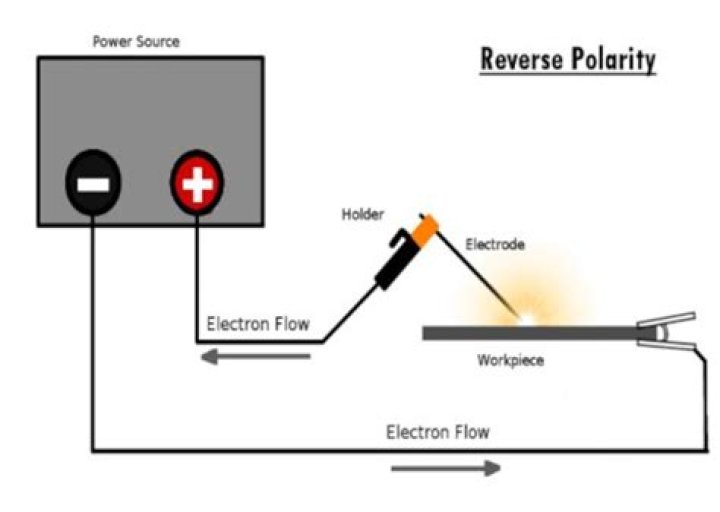
In case you’re utilizing your MIG welder with flux core wire, and you have it set on some unacceptable extremity, you’ll rapidly see that your welds will look frightful, similar to this…
Silky Terrier Dog Breed Playing Aro... Silky Terrier Dog Breed Playing AroundYou’ll see loads of splash. This picture was from utilizing flux core wire on some unacceptable extremity settings.
Assuming you need to keep away from this migraine, then, at that point, do make sure you switch your MIG welding extremity settings any time you change from strong wire to flux core wire.
It’s quite straightforward to tell the difference between using strong MIG welding wire and utilizing gasless (or flux core) welding wire if you’re not sure. For different cycles like aluminum, you would utilize 100% argon-protecting gas.
The reason to utilize gas is that it protects the weld puddle from impurities in the air, which can devastate the weld’s beauty and strength.
With flux core wire, there’s no requirement for utilizing a protecting gas because the safeguarding specialist is inside the wire, and when the curve begins it goes about as the protecting specialist.
In this way, for gasless MIG welding extremity (when utilizing flux core wire), your MIG settings ought to be set to coordinate current terminal negative (or DCEN).
With DCEN, the adverse terminal inside your machine is snared to your cathode (your MIG firearm) while the positive terminal is snared to your ground.
Because electrons flow from negative to positive, they are travelling out of the machine and into the MIG weapon with DCEN. They then, at that point, travel through the workpiece and ground link, then, at that point, back to the machine.
- It’s inverse for DCEP.




